SMED (Single Minute Exchange of Dies) is a system for reducing equipment changeover time dramatically. With the SMED system, as many changeover steps as possible are transformed into “external” (performed while the equipment is running) and the remaining steps are simplified and streamlined. Single-Minute Exchange of Die is named after the goal of reducing changeover times to the “single digits” (i.e., less than 10 minutes).
Benefits of SMED or Single Minute Exchange of Dies
The following benefits will result from a successful SMED program:
- A faster changeover means a shorter downtime for equipment
- A smaller lot size enables more frequent product changes
- Responsiveness to Customer Demand: smaller lot sizes allow for more flexibility in scheduling
- Inventory Levels Are Lower: when lots are smaller, inventory levels are lower
Standards of SMED
Shigeo Shingo, a Japanese industrial engineer who had great success in aiding businesses in drastically reducing their changeover periods, created SMED. His innovative effort resulted in recorded changeover time savings of 94% on average (from 90 minutes to less than 5 minutes, for example) at a variety of enterprises.
It may be difficult to envision changeover times that decrease by a factor of 20, but consider the straightforward scenario of changing a tire:
- A single tire change can easily take 15 minutes for many people.
- Four tires can be changed by a NASCAR pit crew in under 15 seconds.
SMED employs many of the same strategies as NASCAR pit crews, including doing as many tasks as possible prior to the start of the pit stop, using a coordinated team to complete several tasks at once, and developing a standardized and highly optimized process.
Changeovers in SMED are composed of “components,” or steps. Two categories of elements exist:
- Internal Elements: tasks that need to be finished while the machinery is turned off.
- External Elements: Tasks that can be completed without stopping the machinery
Example of SMED
An implementation example walkthrough is a great method to learn more about SMED. An easy and practical SMED implementation is outlined in detail in this section.
Before Starting
SMED can be advantageous to almost all manufacturing businesses that undergo changeovers. But that does not imply that SMED ought to take precedence. Companies in the real world have limited resources, therefore it makes sense to allocate those resources where they will yield the most returns.
So what should be the first priority? Making sure that there is a clear awareness of where productive time is being lost and that decisions on improvement projects are made based on hard facts should be the top priority for the majority of businesses. This entails setting up a system to gather and examine manufacturing performance data.
Measuring OEE (Overall Equipment Effectiveness) with an additional breakdown of OEE loss categories into the Six Big Losses and a detailed breakdown of OEE Availability losses into Downtime Reason Codes is the de facto “gold” standard for manufacturing performance statistics (including codes for tracking change over time).
Eight Principles of SMED
Single Minute Exchange of Die (SMED) fundamentals are broken down into six steps by Mr. Rogers, along with eight guiding principles.
SMED’s foundations and eight guiding principles are described by Mr. Rogers.
SMED’s Five fundamental steps are:
- Calculate turnaround times
- Describe the interior and external components.
- Shorten internal parts and move external elements there
- Shorten the outside elements
- standardize and uphold new practices
The following eight SMED tenets are:
- Operation separation between internal and external setup
- Internal to external setup conversion
- standardize function rather than form
- Use useful clamps or do away with all fasteners.
- Employ intermediate jigs.
- Consider parallel operations.
- Put changes to rest
- Mechanization
Equipment and SMED Changeover Time
Now that the precise definition of SMED has been addressed, it is important to understand how SMED relates to equipment change over time before considering it. Equipment must switch over from processing one product to processing another during a changeover. It is extremely comparable to the casting of dies (defined in the previous section).
It’s interesting to note that SMED stands for single-digit minute exchange of dies, which more accurately represents the desired outcome of adopting SMED than the actual procedure for reducing the exchange of dies to under 10 minutes (or of how to reduce equipment changeover time to less than 10 minutes).
What You Can Acquire by Using SMED
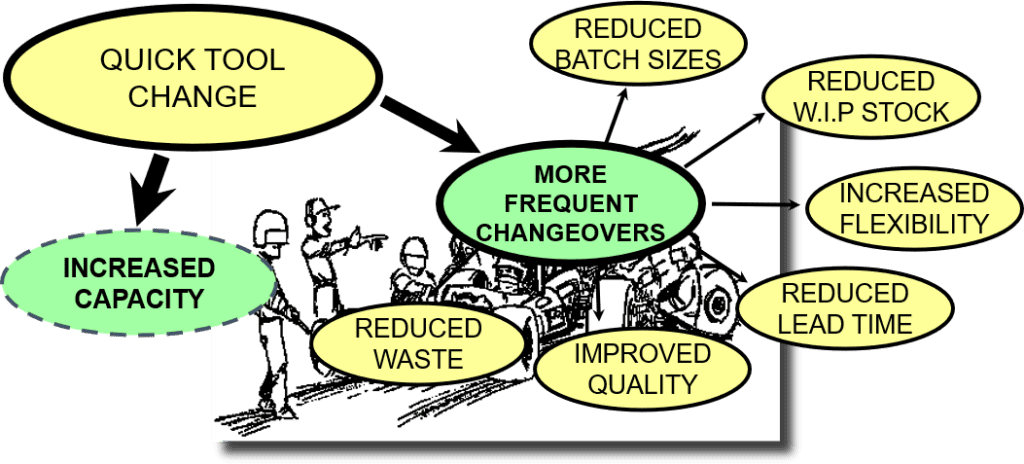
Reduced equipment changeover times are the fundamental advantage of using SMED, and they have a favorable knock-on effect on other parts of production. These are the top five advantages:
- Increased machine work rates and capacity
- More often conducted equipment replacements
- Reduced lot sizes and/or smaller batch sizes
- lower inventory levels / fewer stock holdings
- Less handling and space needed Greater flexibility to meet customer needs
- less garbage is generated
- Uniformed changeover techniques
- reduced room for error/higher level of quality
- less fault production
- increased consistency and safety
- Reduced production costs as a result of fewer planned outages
SMED Process Simplified
Here is a brief, three-step overview of the SMED process to assist you in getting started.
Step 1: Distinguish
Separate changeover elements or categories according to their type is the first stage in the SMED process (internal or external). The actions taken to accomplish the equipment switch are known as changeover elements. There are two categories of transitional components:
Only when the device is not processing anything may internal changeover elements be performed. The actions that can be taken while the equipment is in operation are known as external changeover elements (or in the middle of processing something)
The type of changeover element must be determined since SMED decreases equipment changeover time by externalizing as many steps (or changeover elements) as possible.
Step 2: Transform
Converting internal changeover elements to external changeover elements is the second phase in the SMED process. Make sure the advantage (in terms of time saved) surpasses the expense of conversion once you’ve found an internal changeover piece that could be converted to external (the resources needed to convert the changeover element to external).
Step 3: Simplify
The internal changeover components that weren’t converted to external are streamlined as the third step of the SMED process. Following the Lean principle of “trimming the fat” by getting rid of inefficiencies from internal changeover parts is the main SMED technique for this step. For this, some straightforward and efficient SMED approaches are as follows:
- Utilize practical clamps
- Limit your actions to those that are absolutely necessary.
- Standardize components or features to facilitate internal changeover processes.
- Eliminate adjustments, tune machinery for faster transitions, and use presets and fixed guides.
Recommended Courses:
5S Expert – Certification Program
Certified ‘Lean Expert – Silver Level’ – Level 2
Certified ‘Lean Expert – Gold Level’ – Level 3
Basics of Lean Manufacturing and Toyota Production System (TPS)
Related Articles:
WHAT IS KAIZEN? HOW TO IMPLEMENT KAIZEN? 7 TYPES OF WASTE)