Potential Failure Modes and Effects Analysis; Failure Modes, Effects and Criticality Analysis (FMECA)
Failure modes and effects analysis (FMEA), first developed by the U.S. military in the 1940s, is a step-by-step methodology for detecting all potential problems in a design, a manufacturing or assembly process, a product or service. It is a typical tool for process analysis.
“Failure modes” refers to the potential failure modes or ways. Failures can be possible or actual and include any mistakes or flaws, especially those that negatively impact customers.
The term “effects analysis” describes the investigation of such failures’ effects.
Failures are ranked by the severity of their effects, frequency with which they occur, and ease with which they can be discovered. The FMEA’s goal is to take steps to eliminate or reduce failures, starting with the ones that are most urgent.
For use in ongoing improvement, failure modes and effects analysis also documents the most recent information and steps about failure risks. To avoid failures, FMEA is utilised during the design process. Later, both before and throughout the process’ continuous operation, it is employed for control. FMEA should ideally start in the very beginning phases of conceptual design and continue all the way through the life of the good or service.
For use in ongoing improvement, failure modes and effects analysis also documents the most recent information and steps about failure risks. To avoid failures, FMEA is utilised during the design process. Later, both before and throughout the process’ continuous operation, it is employed for control. FMEA should ideally start in the very beginning phases of conceptual design and continue all the way through the life of the good or service.
WHEN TO USE FMEA
When a procedure, good, or service is being created or recreated, following the deployment of quality functions (QFD)
When a current procedure, item, or service is used in a novel way
Prior to creating control strategies for newly introduced or modified processes
When objectives are set for enhancing a current procedure, item, or service
When examining shortcomings of a current procedure, good, or service
Periodically over the course of the procedure, item, or service
FMEA PROCEDURE
Please Note : This is standard practise.Specifics may change depending on your organization’s or an industry’s norms. Learn more about the norms and particular techniques used in your business and sector through training and other resources before starting an FMEA process.
- Create a cross-functional team of individuals with a variety of understanding regarding the procedure, the good or service, and the wants of the consumer. Design, manufacturing, quality assurance, testing, dependability, maintenance, purchasing (and suppliers), sales, marketing (and clients), and customer service are frequently included.
- Determine the FMEA’s scope. Are you asking about a concept, system, design, procedure, or service? What are the restrictions? How specific ought we to be? To define the scope and ensure that every team member fully comprehends it, use flowcharts.
- The identifying information at the top of your FMEA form should be filled out. (A typical format is shown in Figure 1). The information requested in the subsequent steps will be entered into the form’s columns.
4.Determine the purposes of your scope. Ask, “What does this system, design, procedure, or service aim to achieve? What do our clients hope it will accomplish?” Give it a verb and a noun for a name. Typically, the scope is divided into distinct subsystems, items, pieces, assemblies, or process stages, with each one’s function being identified.
5.List all potential failure modes for each function. These are possible modes of failure. If required, go back and add extra details to the function so that the failure modes clearly demonstrate a loss of that function.
6.Identify all the consequences of each failure mode on the system, related systems, processes, related processes, products, services, or regulations. These are potential effects of failure. How does this failure affect the customer? What happens in the event of this failure?
7.Assess the severity of each effect. This is the severity rating, written as S. A severity rating ranges from 1 to 10, where 1 is insignificant and 10 is catastrophic. In the case of failure modes with multiple effects, only the highest severity rating should be recorded in the FMEA table.
8.Determine the root cause of each failure mode. Make use of tools classified as cause analysis tools, as well as the team’s knowledge and experience. For each failure mode, list all possible causes.
9.Determine the occurrence rating, or O, for each cause. The rating estimates the likelihood of failure for that reason occurring during the scope’s lifetime. An occurrence is usually rated on a scale of 1 to 10, with 1 being extremely unlikely and 10 being certain. The occurrence rating for each cause should be listed on the FMEA table.
10.Determine the current process controls for each cause. To prevent customer failures from reaching them, you now have tests, procedures, or mechanisms in place. As a result of these controls, the cause might not occur, or the likelihood that it will occur is reduced, or the failure may be detected after it has already occurred, but before any impact is felt by the customer.
11.Calculate the detection rating, or D, for each control. This rating indicates how well controls can detect the cause or mode of a failure after it has occurred but before the customer is affected.Detection is often graded on a scale of 1 to 10, with 1 denoting absolute certainty that the control will detect the problem and 10 denoting perfect certainty that the control will not detect the problem (or no control exists). List the detection rating for each cause in the FMEA table.
12.For most industries, optional: Identify whether this failure mode is linked to a crucial attribute. Measurements or indications that represent safety or adherence to legal requirements are referred to as critical features and necessitate special controls. If so, a Y or N is entered in the “Classification” section to indicate whether additional controls are required. Critical qualities typically have severity ratings of 9 or 10, as well as occurrence and detection values higher than 3.
13.For most industries, optional: Identify whether this failure mode is linked to a crucial attribute. Measurements or indications that represent safety or adherence to legal requirements are referred to as critical features and necessitate special controls. If so, a Y or N is entered in the “Classification” section to indicate whether additional controls are required. Critical qualities typically have severity ratings of 9 or 10, as well as occurrence and detection values higher than 3.
14.The risk priority number, or RPN, is calculated and is equal to S O D. Additionally, determine criticality by dividing severity by occurrence, or S O. These figures offer direction for rating probable problems in the proper sequence for remediation.
15.Name the suggested course of action. These steps could include modifications to designs or processes to lessen severity or incidence. They could be extra controls to help with detection. Add the person in charge of the actions and the anticipated completion times as well.
16.Record outcomes and the date on the FMEA form once actions are finished. Also take note of any new RPNs and S, O, or D ratings.
FMEA EXAMPLE
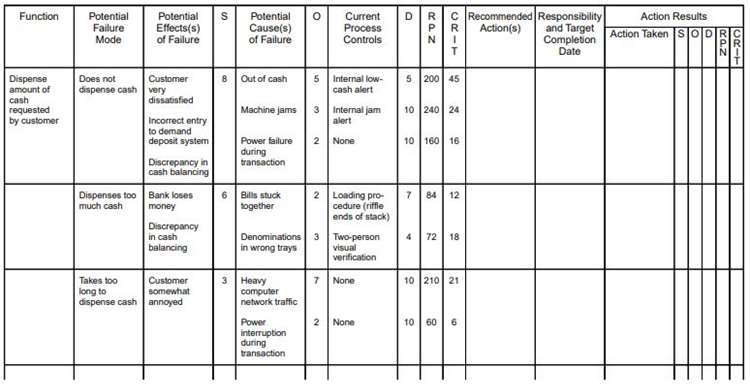
An ATM system was the subject of a process FMEA by a bank. The function “dispense cash” and a couple of its failure possibilities are shown in part in Figure 1. There was no use of the optional “Classification” column. For the rightmost (action) columns, only the titles are displayed.
Take note of how causes are prioritised differently by RPN and criticality. The first and second highest hazards, according to the RPN, are “machine jams” and “intense computer network traffic.”
A high RPN is produced by multiplying one high score for severity or incidence by a detection grade of 10. The only cause with medium to high values for both severity and occurrence is “out of cash,” which is rated highest since criticality does not take into account the detection rating.
Join FMEA Course
FMEA (AIAG+VDA) and Control Plan
Globally recognized and accredited Online Training and Certification course on Failure Mode and Effects Analysis – AIAG+VDA Edition 01 along with FMEA AIAG V04
Learn More About Quality Core Tools Through consulting, training, and project support, Quality HUB India provides Quality and Reliability Support for Product and Process Development. According to your specific needs, wishes, and preferences, Quality HUB India offers Knowledge, Guidance, and Direction in Quality and Reliability activities. Let us assist you in recognising the value of quality core tools project support, quality core tools training, or consulting.
Other Relevant Courses: