What is Hot Stamping Process?
Hot stamping, also known as hot forming or press hardening, is the technique of forming metal when it is extremely hot (above 900 degrees C) and then quenching (fast cooling) it in the die. The method transforms low-tensile-strength metal into steel with extremely high tensile strength (150 to 200 kilopounds per square inch) (KSI).
Body pillars, roof rails, rockers, bumpers, and door intrusion beams are just a few of the structural vehicle components that can be made by hot stamping. The hot stamping method ensures that these components are both sturdy enough to handle a heavy load and light enough to increase fuel efficiency.
HSS hot stamping technology, which combines classic hot forging and cold stamping technology, is a novel production technology that has emerged in recent years.
It’s a manufacturing method that combines high-temperature steel stamping with die forming and quenching. Hot Forming, Hot Stamping, Hot Press, Press Hardening, and Die Quenching are all terms for the same thing.
The procedure can also reduce the cost of producing a part, which is especially useful in the production of traditional rear frames and other components that require robust and light materials.
In the automotive industry, the manufacture uses this technology to make stronger, lighter components, which enhances vehicle fuel efficiency and safety. Manufacturers can use hot stamping to create relatively complex parts in a single step. A multi-component, near-net-shape item is created, which is stronger than a welded steel part. Hot stamping is an important procedure for the manufacture of automobiles because it reduces the weight and increases the rigidity of high-strength steel parts.
Why Hot Stamping is Needed?
On the surface, the hot-stamping method appears straightforward: heat a steel blank until it is red-hot, press it into a die cavity, and leave it there to cool for a few seconds. “High Tensile Strength” inspires images of a blacksmith welding a hot blank over an anvil with a sledgehammer and a quench bucket by his side ” Modern hot stamping allows for the formation of relatively complex pieces in a single step die.” The end result is a complicated, near-net-shape part with yield strengths that are many times higher than those of mild steel.“
Consumers are constantly concerned about safety and fuel economy, even when fuel costs are quite low. In fact, according to a Consumer Reports poll, >50% of car owners expect their next vehicle to get greater fuel efficiency. According to a study, if a vehicle’s weight is lowered by 10%, its fuel efficiency can improve by 6 to 8%. Suppliers in the automotive industry have constantly sought ways to lower the weight of the vehicles they create in response to consumer demand for greater fuel mileage.
Some of the other reasons for use of the Hot Stamping Process
- Complicated Products: Because hot stamping permits complex parts to be made in a single stroke, multi-component assemblies can be redesigned and formed as a single component, obviating the need for downstream joining operations like welding.
- Springback: After its strengthening capabilities, maybe hot stamping’s most significant advantage is its stress-relieving capability, which eliminates spring back and warping issues, which are frequent when forming high-strength steel (HSS) and advanced high-strength steel (AHSS).
Cold-stamped AHSS parts have a tendency to bounce back, which is one of the challenges of stamping AHSS.
History of Hot Stamping in the Automotive Industry
Hot stamping was invented and patented by the Swedish company Plannja in 1977, particularly for the production of saw blades and lawnmower blades. When they created a hardened boron steel component for their Saab 9000 in 1984, Saab Automobile AB became the first in the automotive industry to use hot stamping. More automakers have moved to hot stamping in the decades since to reduce car weight and increase fuel efficiency.
Volvo Car Company conducted research into the use of hot stamping parts in one of its car models, and additional hot stamping parts have been employed in automobile body manufacture since 2000. In 2007, the overall quantity had surpassed 100 million.
How does Hot Stamping Process Work?
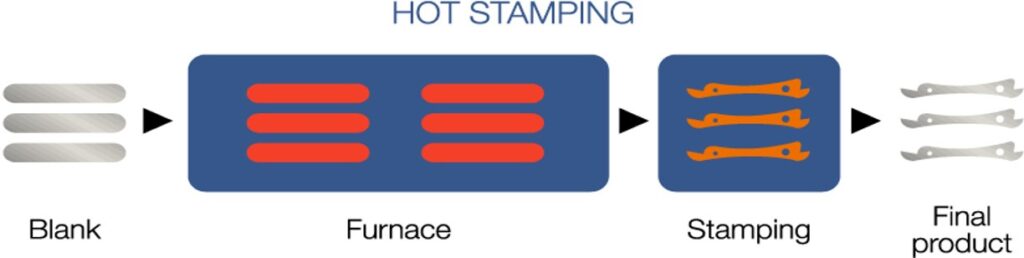
In the first stage of the press line, the press-hardenable material—boron steel or aluminized steel—is heated to over 900 degrees in an oven to an austenite temperature.
The material is promptly moved to a press, where the part is created while still hot. The part is then quenched by being held in a water-cooled die cavity for a few seconds at the bottom of the stroke, which causes the grain structure of the material to change from austenitic to martensitic.

Press and Tooling Needed for Hot Stamping Process
- System of Heating: To heat the blank to roughly 960 degrees C, an oven or inductive heating system must be installed before the forming station in the press line.
- System of Cooling: A cooling system with a large number of variably controlled cooling circuits is also required for the press.
- An Automated Handling System: Because the heated part is extremely hot to the touch, the system must include an automated part handling system, such as a shuttle or robot transfer system.
- Dwelling Capacity: To maintain tonnage at the bottom of the stroke while the component is quenched, a hydraulic or servo press with dwell capability is necessary.
- Safety: For a hot operation, the press system must meet all safety standards.
- Tooling: The hot-stamping die is a single-step die with internal cooling channels that must be constructed of thermal shock-resistant tooling materials.
Limitations of Hot Stamping Process
Laser Trim: Because the part is too hard to cut using standard steel trimming dies once it has been press-hardened, the final trim must be done with a laser.
Reforming Can’t Be done: Because the material is hardened, hot stamping is a one-step process—in reality, numerous procedures, such as further draws or flanging, are not possible.
Slower Forming: The process of hot forming is slower than that of cold stamping. It takes roughly 15 to 20 seconds to go from one stroke to the next.
Material Cost: Boron steel is more expensive than low-carbon materials.
Material Availability: Only boron materials can be hot-stamped; galvanized or prepainted steel cannot be used in this method. Boron is the element that allows the material to transition from a regular to a martensite state when it cools.
Conclusion
The demand for high-strength steel (HSS) auto parts has risen in recent years as automobiles have become lighter. Many corporations and research institutes in the United States, Europe, Japan, and China have committed significant resources in the development of modern automobile HSS forming technology. Despite its high strength, HSS has significant drawbacks, including poor forming performance, unpredictable spring back, and the ability to shatter during the forming process. As a result, applying typical cold stamping technology to create complicated auto parts, where hot stamping technology is required, is problematic.
PS: What do you think about the benefits and challenges of using HSS. Share your view on the process in the comment section.